



Technologia cięcia drutem diamentowym jest również znana jako technologia cięcia ściernego z konsolidacją. Polega ona na zastosowaniu galwanizacji lub wiązania żywicą ścierną diamentu na powierzchni drutu stalowego. Drut diamentowy działa bezpośrednio na powierzchnię pręta lub wlewka krzemowego, powodując szlifowanie i uzyskanie efektu cięcia. Cięcie drutem diamentowym charakteryzuje się dużą prędkością cięcia, wysoką dokładnością cięcia i niskimi stratami materiału.
Obecnie rynek monokrystalicznych płytek krzemowych do cięcia drutem diamentowym jest w pełni zaakceptowany, ale w procesie promocji napotkano również na problem aksamitnej bieli, który jest najczęstszym problemem. W związku z tym niniejszy artykuł koncentruje się na sposobach zapobiegania problemowi aksamitnej bieli monokrystalicznych płytek krzemowych podczas cięcia drutem diamentowym.
Proces czyszczenia monokrystalicznego wafla krzemowego ciętego drutem diamentowym polega na usunięciu wafla krzemowego przeciętego piłą linową z płyty żywicy, usunięciu gumowego paska i oczyszczeniu wafla. Sprzęt czyszczący składa się głównie z maszyny do wstępnego czyszczenia (odśluzowywania) oraz maszyny czyszczącej. Główny proces czyszczenia maszyny do wstępnego czyszczenia to: podawanie – natrysk – natrysk – czyszczenie ultradźwiękowe – odśluzowywanie – płukanie czystą wodą – niedopodawanie. Główny proces czyszczenia maszyny czyszczącej to: podawanie – płukanie czystą wodą – płukanie czystą wodą – mycie alkaliczne – mycie alkaliczne – płukanie czystą wodą – płukanie czystą wodą – wstępne odwadnianie (powolne podnoszenie) – suszenie – podawanie.
Zasada wytwarzania aksamitu monokrystalicznego
Monokrystaliczny wafel krzemowy to charakterystyczna cecha korozji anizotropowej monokrystalicznego wafla krzemowego. Zasada reakcji jest następująca:
Si + 2NaOH + H2O = Na2SiO3 + 2H2↑
W istocie proces formowania zamszu jest następujący: roztwór NaOH dla różnej szybkości korozji różnej powierzchni kryształu, (100) szybkość korozji powierzchni niż (111), więc (100) do monokrystalicznego wafla krzemowego po korozji anizotropowej, ostatecznie utworzony na powierzchni dla (111) czterostronnego stożka, mianowicie struktury „piramidy” (jak pokazano na rysunku 1). Po uformowaniu struktury, gdy światło pada na nachylenie piramidy pod pewnym kątem, światło zostanie odbite do nachylenia pod innym kątem, tworząc wtórną lub większą absorpcję, zmniejszając w ten sposób współczynnik odbicia na powierzchni wafla krzemowego, czyli efekt pułapki świetlnej (patrz rysunek 2). Im lepszy rozmiar i jednorodność struktury „piramidy”, tym bardziej widoczny jest efekt pułapki i tym niższa jest powierzchnia emitowana przez wafel krzemowy.
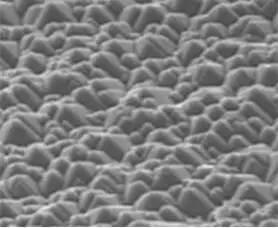
Rysunek 1: Mikromorfologia monokrystalicznego wafla krzemowego po produkcji alkalicznej
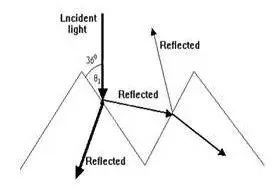
Rysunek 2: Zasada działania pułapki świetlnej w strukturze „piramidy”
Analiza wybielania monokryształowego
Za pomocą skaningowego mikroskopu elektronowego na białej płytce krzemowej stwierdzono, że mikrostruktura piramidalna białej płytki w tym obszarze zasadniczo nie została uformowana, a powierzchnia wydawała się mieć warstwę „woskowego” osadu, podczas gdy struktura piramidalna zamszu w białym obszarze tej samej płytki krzemowej została uformowana lepiej (patrz rysunek 3). Jeśli na powierzchni monokrystalicznej płytki krzemowej znajdują się pozostałości, powierzchnia będzie miała resztkową strukturę „piramidy”, wielkość i jednorodność generacji, a efekt obszaru normalnego jest niewystarczający, co skutkuje resztkową aksamitną powierzchnią, współczynnik odbicia jest wyższy niż obszar normalny, obszar o wysokim współczynniku odbicia w porównaniu z obszarem normalnym w polu widzenia odbitym jako biały. Jak widać z kształtu rozkładu białego obszaru, nie jest on regularny lub regularny na dużym obszarze, ale tylko w obszarach lokalnych. Powinno być tak, że lokalne zanieczyszczenia na powierzchni płytki krzemowej nie zostały usunięte lub stan powierzchni płytki krzemowej jest spowodowany zanieczyszczeniem wtórnym.
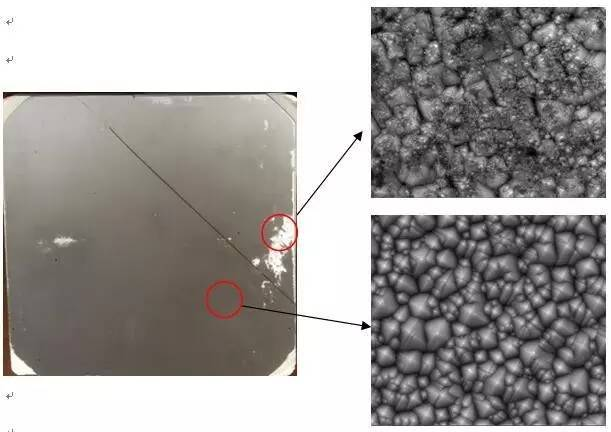
Rysunek 3: Porównanie regionalnych różnic mikrostruktury w waflach krzemowych o aksamitnej bieli
Powierzchnia płytki krzemowej tnącej drutem diamentowym jest gładsza, a uszkodzenia mniejsze (jak pokazano na rysunku 4). W porównaniu z płytką krzemową z zaprawy, szybkość reakcji alkaliów i powierzchni płytki krzemowej tnącej drutem diamentowym jest wolniejsza niż w przypadku monokrystalicznej płytki krzemowej tnącej zaprawą, dlatego wpływ pozostałości na powierzchni na efekt aksamitu jest bardziej widoczny.
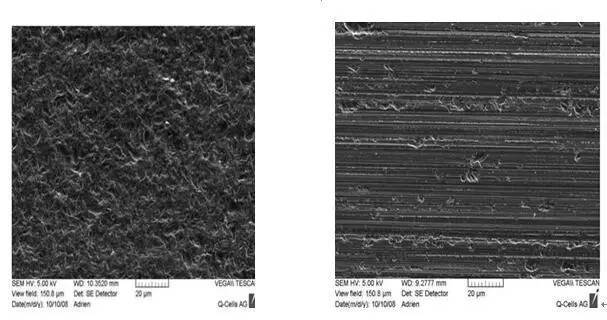
Rysunek 4: (A) Mikrofotografia powierzchni płytki krzemowej ciętej zaprawą (B) Mikrofotografia powierzchni płytki krzemowej ciętej drutem diamentowym
Główne źródło pozostałości powierzchni płytek krzemowych ciętych drutem diamentowym
(1) Chłodziwo: głównymi składnikami chłodziwa do cięcia diamentowym drutem są surfaktant, dyspergator, defamament oraz woda i inne składniki. Ciecz tnąca o doskonałych właściwościach charakteryzuje się dobrą zawiesiną, dyspersją i łatwością czyszczenia. Surfaktanty zazwyczaj mają lepsze właściwości hydrofilowe, co ułatwia ich usuwanie w procesie czyszczenia płytek krzemowych. Ciągłe mieszanie i cyrkulacja tych dodatków w wodzie powoduje powstawanie dużej ilości piany, co zmniejsza przepływ chłodziwa, wpływając na wydajność chłodzenia oraz stwarzając poważne problemy z pienieniem, a nawet jego przepełnieniem, co znacząco utrudnia użytkowanie. Dlatego chłodziwo jest zazwyczaj stosowane ze środkiem odpieniającym. Aby zapewnić skuteczne odpienianie, tradycyjne silikony i polietery zazwyczaj charakteryzują się niską hydrofilowością. Rozpuszczalnik w wodzie bardzo łatwo adsorbuje się i pozostaje na powierzchni płytki krzemowej podczas późniejszego czyszczenia, powodując powstawanie białych plam. I nie jest dobrze kompatybilny z głównymi składnikami chłodziwa, Dlatego musi być wykonany z dwóch składników. Główne składniki i środki przeciwpieniące dodano do wody. W procesie użytkowania, w zależności od sytuacji związanej z pianą, nie można ilościowo kontrolować użycia i dawkowania środków przeciwpieniących, Może łatwo dojść do przedawkowania środków przeciwpieniących, Co prowadzi do zwiększenia pozostałości na powierzchni płytki krzemowej. Jest to również mniej wygodne w obsłudze. Jednak ze względu na niską cenę surowców i środków przeciwpieniących, dlatego większość krajowych środków chłodzących korzysta z tego systemu formuł; Inny środek chłodzący wykorzystuje nowy środek przeciwpieniący, Może być dobrze kompatybilny z głównymi składnikami, Bez dodatków, Można skutecznie i ilościowo kontrolować jego ilość, Może skutecznie zapobiegać nadmiernemu zużyciu, Ćwiczenie jest również bardzo wygodne w wykonywaniu, Przy odpowiednim procesie czyszczenia, jego pozostałości można kontrolować do bardzo niskich poziomów. W Japonii i kilku krajowych producentów stosuje ten system formuł, Jednak ze względu na wysoki koszt surowców, jego przewaga cenowa nie jest oczywista.
(2) Wersja z klejem i żywicą: na późniejszym etapie procesu cięcia drutem diamentowym, płytka krzemowa w pobliżu przychodzącego końca została wcześniej przecięta, płytka krzemowa na końcu wylotowym nie została jeszcze przecięta, wcześnie przecięty drut diamentowy zaczął ciąć warstwę gumy i płytkę z żywicy, ponieważ klej pręta silikonowego i płyta żywiczna są produktami z żywicy epoksydowej, ich temperatura mięknienia wynosi zasadniczo od 55 do 95℃, jeśli temperatura mięknienia warstwy gumy lub płytki z żywicy jest niska, może się ona łatwo nagrzać podczas procesu cięcia i spowodować, że stanie się miękka i stopiona, przymocowana do drutu stalowego i powierzchni płytki krzemowej, powodując zmniejszenie zdolności cięcia linii diamentowej, lub płytki krzemowe są odbierane i barwione żywicą, po przymocowaniu bardzo trudno ją zmyć, takie zanieczyszczenia występują głównie w pobliżu krawędzi płytki krzemowej.
(3) Proszek krzemowy: podczas cięcia drutem diamentowym powstaje dużo proszku krzemowego. Wraz z cięciem zawartość proszku w chłodziwie będzie rosła. Im większa ilość proszku, tym bardziej przylega on do powierzchni krzemu. Z kolei rozmiar i rozmiar proszku krzemowego w procesie cięcia drutem diamentowym ułatwiają jego adsorpcję na powierzchni krzemu, co utrudnia jego czyszczenie. Dlatego należy zadbać o odpowiednią jakość chłodziwa i zmniejszyć jego zawartość w chłodziwie.
(4) środek czyszczący: obecne zastosowanie diamentowych lin tnących przez producentów polega głównie na jednoczesnym cięciu zaprawą, najczęściej stosuje się wstępne mycie zaprawy, proces czyszczenia i środek czyszczący itp. Technologia cięcia pojedynczą liną diamentową z mechanizmu tnącego tworzy kompletny zestaw linii, chłodziwo i cięcie zaprawą mają dużą różnicę, więc odpowiedni proces czyszczenia, dawkowanie środka czyszczącego, formuła itp. powinny być dostosowane do cięcia diamentową liną. Środek czyszczący jest ważnym aspektem, oryginalna formuła środka czyszczącego jest środkiem powierzchniowo czynnym, zasadowość nie nadaje się do czyszczenia płytki krzemowej do cięcia diamentową liną, powinna być przeznaczona do powierzchni płytki krzemowej do cięcia diamentową liną, skład i pozostałości powierzchniowe docelowego środka czyszczącego i zabrać ze sobą podczas procesu czyszczenia. Jak wspomniano powyżej, skład środka odpieniającego nie jest potrzebny w cięciu zaprawą.
(5) Woda: nadmiar wody po cięciu drutem diamentowym, wstępnym myciu i czyszczeniu zawiera zanieczyszczenia, które mogą ulegać adsorpcji na powierzchni płytki krzemowej.
Zredukuj problem pojawiania się białych włosów aksamitnych – sugestie
(1) Aby zastosować chłodziwo o dobrej dyspersji, wymagane jest użycie chłodziwa o małej zawartości pozostałości środka przeciwpieniącego w celu zmniejszenia pozostałości składników chłodziwa na powierzchni płytki krzemowej;
(2) Użyj odpowiedniego kleju i żywicy, aby zmniejszyć zanieczyszczenie płytki krzemowej;
(3) Płyn chłodzący rozcieńcza się czystą wodą, aby mieć pewność, że w używanej wodzie nie będzie żadnych łatwych do usunięcia zanieczyszczeń resztkowych;
(4) Do powierzchni płytek krzemowych ciętych drutem diamentowym należy stosować środek czyszczący o większej aktywności i efekcie czyszczącym;
(5) Wykorzystaj system odzyskiwania chłodziwa z linii diamentowej online, aby zmniejszyć zawartość proszku krzemowego w procesie cięcia, co pozwala skutecznie kontrolować pozostałości proszku krzemowego na powierzchni płytki krzemowej. Jednocześnie może to również poprawić temperaturę wody, przepływ i czas wstępnego płukania, aby zapewnić terminowe płukanie proszku krzemowego.
(6) Po umieszczeniu płytki krzemowej na stole czyszczącym należy ją natychmiast poddać obróbce i utrzymywać ją wilgotną przez cały czas czyszczenia.
(7) W procesie odgumowania powierzchnia płytki krzemowej pozostaje wilgotna i nie wysycha naturalnie. (8) Podczas czyszczenia płytki krzemowej czas jej wystawienia na działanie powietrza można maksymalnie skrócić, aby zapobiec tworzeniu się nalotu na powierzchni płytki krzemowej.
(9) Personel sprzątający nie może podczas całego procesu czyszczenia bezpośrednio dotykać powierzchni płytki krzemowej i musi nosić gumowe rękawice, aby nie pozostawić odcisków palców.
(10) W odniesieniu [2], koniec baterii wykorzystuje proces czyszczenia nadtlenkiem wodoru H2O2 + alkalicznym NaOH zgodnie ze stosunkiem objętości 1:26 (3% roztwór NaOH), co może skutecznie zmniejszyć występowanie problemu. Jego zasada jest podobna do roztworu czyszczącego SC1 (powszechnie znanego jako płyn 1) półprzewodnikowej płytki krzemowej. Jego główny mechanizm: warstwa utleniania na powierzchni płytki krzemowej powstaje w wyniku utleniania H2O2, który jest korodowany przez NaOH, a utlenianie i korozja zachodzą wielokrotnie. Dlatego cząstki przyczepione do proszku krzemowego, żywicy, metalu itp. również wpadają do cieczy czyszczącej wraz z warstwą korozyjną; z powodu utleniania H2O2 materia organiczna na powierzchni płytki rozkłada się na CO2, H2O i jest usuwana. Ten proces czyszczenia został wykorzystany przez producentów płytek krzemowych do przetwarzania czyszczenia monokrystalicznych płytek krzemowych do cięcia drutem diamentowym, płytek krzemowych w kraju i na Tajwanie oraz przez innych producentów baterii w partiach używanych w celu rozwiązania problemu aksamitnej bieli. Producenci baterii stosują również podobny proces wstępnego czyszczenia, który skutecznie zapobiega powstawaniu efektu aksamitnej bieli. Można zauważyć, że ten proces czyszczenia jest dodawany do procesu czyszczenia płytek krzemowych w celu usunięcia pozostałości po nich, co skutecznie rozwiązuje problem białych włosów na końcówkach baterii.
wniosek
Obecnie cięcie drutem diamentowym stało się główną technologią przetwarzania w dziedzinie cięcia monokryształów. Jednak w procesie promowania problemu uzyskania aksamitnej bieli, producenci płytek krzemowych i baterii borykają się z problemem tarcia drutem diamentowym. W rezultacie producenci baterii twierdzą, że cięcie płytek krzemowych drutem diamentowym napotyka na pewien opór. Poprzez analizę porównawczą białego obszaru, jest on głównie spowodowany pozostałościami na powierzchni płytki krzemowej. Aby lepiej zapobiegać problemowi zanieczyszczenia powierzchni płytek krzemowych w ogniwie, niniejszy artykuł analizuje możliwe źródła zanieczyszczenia powierzchni płytek krzemowych, a także sugestie i środki zaradcze w procesie produkcji. W zależności od liczby, obszaru i kształtu białych plam, przyczyny można analizować i usuwać. Szczególnie zaleca się stosowanie procesu czyszczenia z użyciem nadtlenku wodoru i zasady. Udane doświadczenia dowiodły, że może to skutecznie zapobiegać problemowi wybielania płytek krzemowych za pomocą cięcia drutem diamentowym, co jest przydatne dla osób z branży i producentów.
Czas publikacji: 30 maja 2024 r.